 手機資訊
手機資訊 官方微信
官方微信摘要 摘要:注射成型法制備光學透鏡工藝中所用到的不銹鋼鑄模鑲塊通常會用到立方氮化硼聚晶刀具(PCBN)來加工。在模具鑲塊上進行球面或非球面加工時,切削速度隨著刀具向輪廓中心逐漸進給而降至...
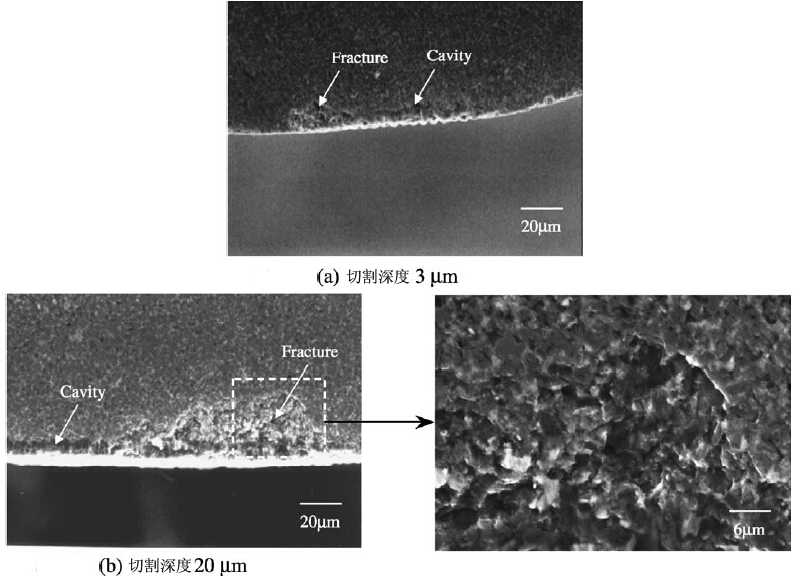
摘要:注射成型法制備光學透鏡工藝中所用到的不銹鋼鑄模鑲塊通常會用到立方氮化硼聚晶刀具(PCBN)來加工。在模具鑲塊上進行球面或非球面加工時,切削速度隨著刀具向輪廓中心逐漸進給而降至0。本論文對AISI 420不銹鋼超精細低速加工工藝中不同等級PCBN刀具的磨損性能進行了研究。在加工的起始階段,前刀面上有細小的孔洞;受損表面相當于斷屑槽且容易導致裂紋的形成。一旦出現裂紋,沿著晶界就會出現晶間斷裂。實驗結果表明:表面斷裂的出現和程度主要取決于前刀面的磨損激烈程度和切削力大小,這兩者因素又受切削溫度的影響。除了磨粒的導熱性外,刀具上磨粒的孔隙度、延展性和粘結力度對刀具斷裂阻力都有著重要影響。
關鍵詞:PCBN刀具,加工,不銹鋼,磨損
1.引言
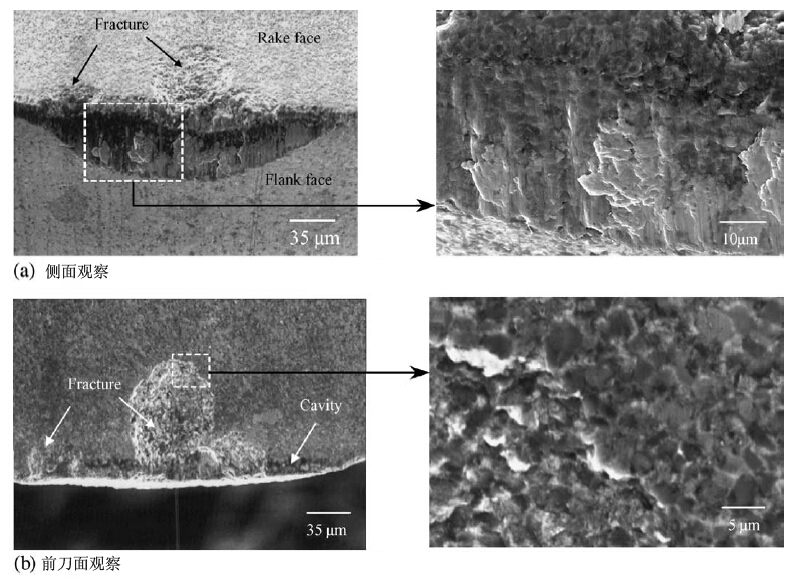
刀具磨損對切削效率和加工表面有著重要影響。不少研究利用PCBN刀具對合金鋼進行硬車削加工,研究發現磨損主要出現在刀具的前刀面和側刀面上,如圖1(a)、(b)所示。由BN分解或擴散到碎屑中以及粘結相的再結晶而引起的模具磨損是刀具前刀面磨損的主要類型。
關鍵詞:PCBN刀具,加工,不銹鋼,磨損
1.引言
刀具磨損對切削效率和加工表面有著重要影響。不少研究利用PCBN刀具對合金鋼進行硬車削加工,研究發現磨損主要出現在刀具的前刀面和側刀面上,如圖1(a)、(b)所示。由BN分解或擴散到碎屑中以及粘結相的再結晶而引起的模具磨損是刀具前刀面磨損的主要類型。
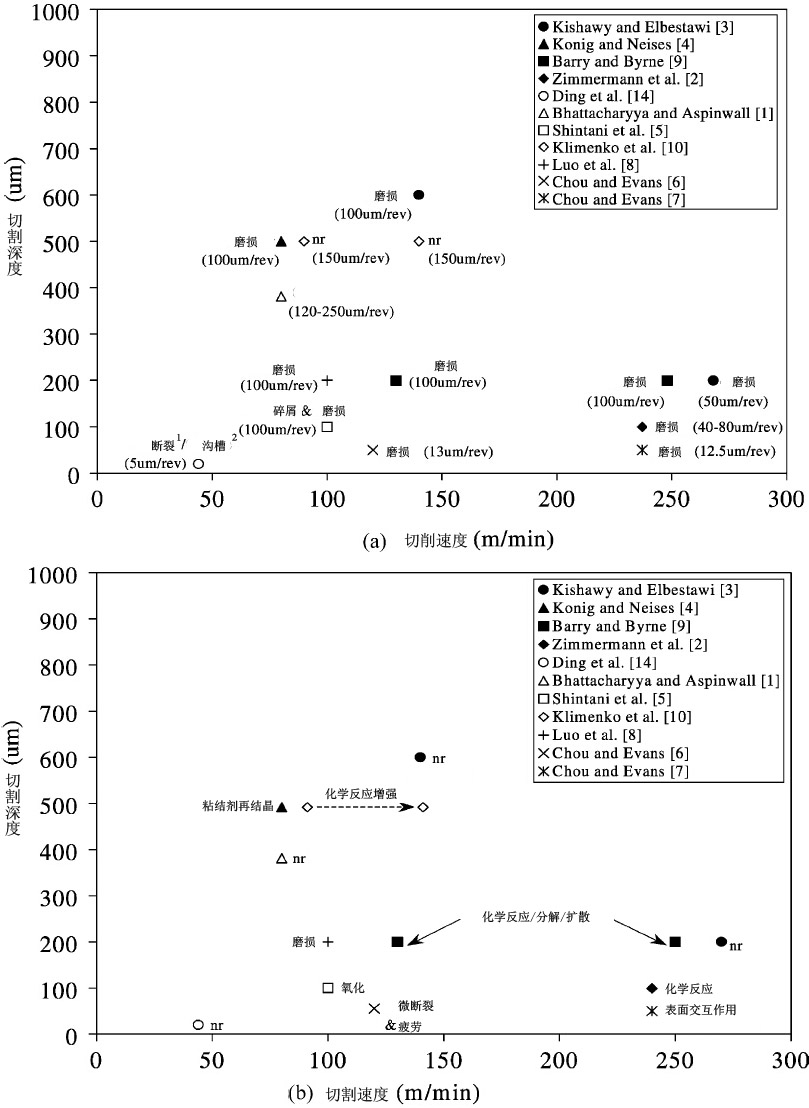
在多數實驗中,側刀面上的磨損是由工件冶金、刀具和周圍環境的化學相互作用和反應引起的。Zimmermann等人在滲碳鋼高速切削加工實驗中發現,由于CBN和大氣中的氧發生化學反應而在側刀面上生成復雜的復合物,進而導致刀具的硬度降低,耐磨性能下降。Shintani等人還發現加工過程中溫度升高會引起溝槽磨損。Chou 和Evans觀察到在加工硬化鋼時,微裂紋和疲勞會引起側面磨損。高速切削時,PCBN刀具中的結合劑會跟鋼成分發生反應,從而降低工具磨粒的結合強度,進而造成工具磨損。Luo等人研究發現工件中的硬質顆粒會引起側面磨損。Barry和Byrne觀察到BN相和工件材料成分相互反應會引起磨損并生成復合物,這種復合物能夠保護粘結相以防止發生擴散磨損。Klimenko等人觀察到在PCBN刀具表面有非常微小的樹枝狀球形顆粒生成物。而Koing 和Neises則發現CBN磨粒在對鋼件的擴散試驗中表現出良好的化學穩定性。Naruki和Yamane在高溫擴散試驗中也發現CBN磨粒和純鐵之間沒有化學反應發生。Wang和Rajurkar發現切削過程中溫度升高會顯著降低刀具強度和耐磨性;經過液氮冷卻處理后,壽命和性能得到明顯改善。另外,加工過程中產生的高溫還會降低工件強度,勁兒引起PCBN刀具側面磨損。以上加工實驗都是在傳統車床上操作,切削速度、切割深度和進給速率分別為>80m/min、50μm、50μm/rev,如圖1(a)、(b)所示。近年來,一些研究利用超精準機床在低速切削(44m/min)、低進給速率(6μm/rev)和較小的切割深度(20μm)條件下利用PCBN刀具對STAVAX進行加工并研究刀具的磨損情況。結果顯示,根據加工工件的硬度不同,刀具磨損會引起斷裂或溝槽磨損。
注射成型法制備光學透鏡工藝中所用到的不銹鋼鑄模鑲塊通常會用到立方氮化硼聚晶刀具(PCBN)來加工。圖2為不銹鋼鑄模鑲塊示意圖。利用PCBN刀具在超精準車床上對不銹鋼鑄模鑲塊進行非球面輪廓加工。切割深度為微米,直徑不足5mm。加工出非球面輪廓后,在鑲塊上鍍上e-Ni。超精準加工工藝中,前刀面和側面磨損對表面拋光和尺寸精度影響很大。
注射成型法制備光學透鏡工藝中所用到的不銹鋼鑄模鑲塊通常會用到立方氮化硼聚晶刀具(PCBN)來加工。圖2為不銹鋼鑄模鑲塊示意圖。利用PCBN刀具在超精準車床上對不銹鋼鑄模鑲塊進行非球面輪廓加工。切割深度為微米,直徑不足5mm。加工出非球面輪廓后,在鑲塊上鍍上e-Ni。超精準加工工藝中,前刀面和側面磨損對表面拋光和尺寸精度影響很大。
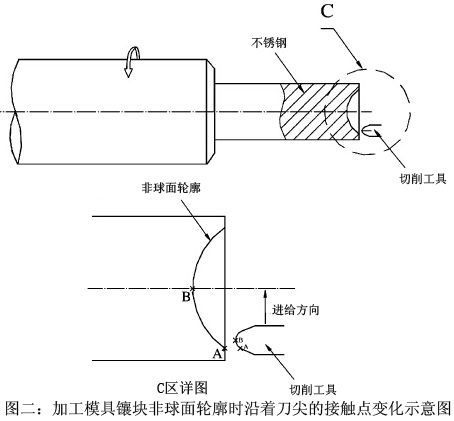
在加工直徑為5mm的輪廓時,要使用低速主軸,即3000rpm;隨著切削刀具逐漸向輪廓中心進給,切削速度從47m/min明顯降低到0。切削速度的變化可以引起碎屑的應變硬化和切削溫度,進而影響磨損率。刀尖磨損率的變化會影響刀具的表面粗糙度和加工輪廓的精確度。
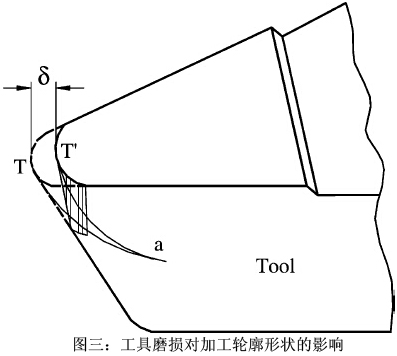
五軸聯動機床在加工非球面輪廓時可以旋轉刀具,使用刀尖單點即可加工出整個輪廓;該加工條件下,形狀精確度受刀尖轉換角度的影響。圖三為刀尖從T轉移到T’時,加工出的非球面由aT轉換為a T’。刀尖轉換角度隨側面磨損而增大,為獲得一個精確的鑲塊輪廓,必須選擇一個適當的刀具類型和加工參數,使得刀具磨損保持在最小。本論文研究了PCBN刀具對STAVAX進行低速、小切割深度的超精準加工時的刀具磨損情況;特別是對不同類型PCBN刀具的性能做了對比。
五軸聯動機床在加工非球面輪廓時可以旋轉刀具,使用刀尖單點即可加工出整個輪廓;該加工條件下,形狀精確度受刀尖轉換角度的影響。圖三為刀尖從T轉移到T’時,加工出的非球面由aT轉換為a T’。刀尖轉換角度隨側面磨損而增大,為獲得一個精確的鑲塊輪廓,必須選擇一個適當的刀具類型和加工參數,使得刀具磨損保持在最小。本論文研究了PCBN刀具對STAVAX進行低速、小切割深度的超精準加工時的刀具磨損情況;特別是對不同類型PCBN刀具的性能做了對比。
2.實驗
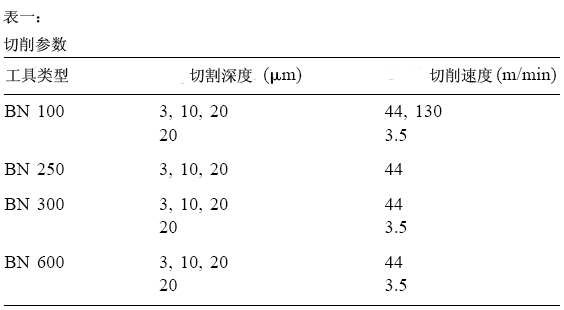
實驗在Precitech CNC超精準機床上操作,切削條件能夠得到精準控制。切割深度和進給速率可以精確設置到0.1μm、0.1μm/rev。表一為不同切割速度和切割深度下的加工實驗。進給速率為常量,5μm/rev。用測力計不間斷地對刀具上的切向力(Ft)和徑向力(Fr)進行測量。Ft和Fr方向分別與刀具前刀面呈正交、相互平行。實驗所用工件為AISI420不銹鋼(0.38 wt.% C, 0.9 wt.% Si, 0.5 wt.% Mn, 13.6 wt.% Cr, 0.3 wt.% V, balance Fe),硬度55HRC。
實驗在Precitech CNC超精準機床上操作,切削條件能夠得到精準控制。切割深度和進給速率可以精確設置到0.1μm、0.1μm/rev。表一為不同切割速度和切割深度下的加工實驗。進給速率為常量,5μm/rev。用測力計不間斷地對刀具上的切向力(Ft)和徑向力(Fr)進行測量。Ft和Fr方向分別與刀具前刀面呈正交、相互平行。實驗所用工件為AISI420不銹鋼(0.38 wt.% C, 0.9 wt.% Si, 0.5 wt.% Mn, 13.6 wt.% Cr, 0.3 wt.% V, balance Fe),硬度55HRC。
3.結果
3.1 側面磨損率
圖5(a)為BN100刀具在不同切割深度和切削速度下加工AISI420不銹鋼時側面磨損寬度隨切割距離的變化。側面磨損隨時間的變化如圖5(b)所示。
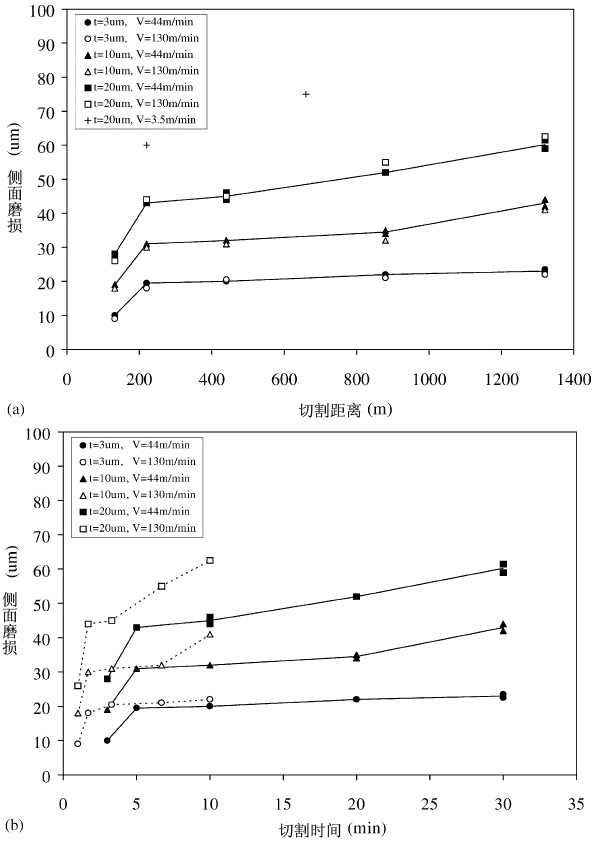
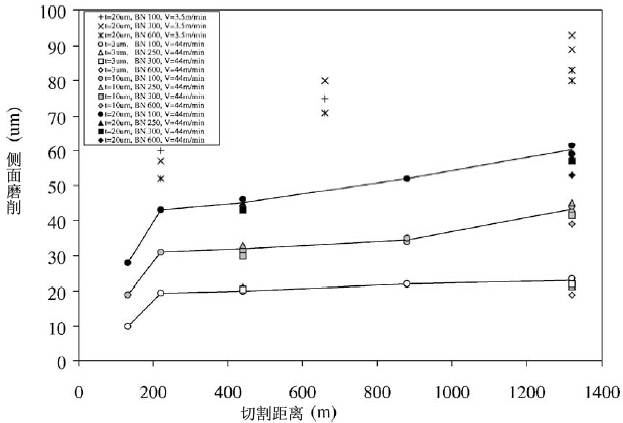
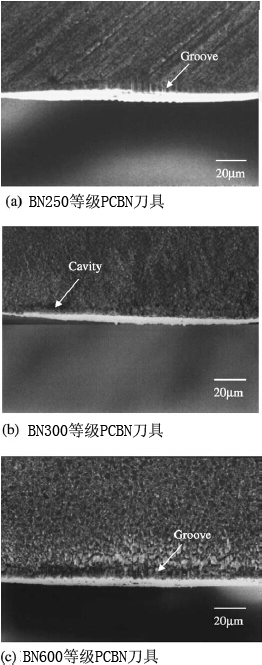
切割深度為3μm時,最初的260m切削磨損十分明顯,隨后就變得穩定。隨著切割深度增大,觀察到類似的磨損趨勢,磨損值略有上升。當切削速度從3.5m/min增大到44m/min時,側面磨損顯著降低; 切削速度從44m/min增大到130m/min時,側面磨損基本不再變化。圖六是切削速度為3.5m/min和44m/min時,不同切削深度下BN100、BN250、BN300和BN600刀具側面磨損對比圖。圖中可以看出,BN100、BN250、BN300刀具耐磨性基本一致,但比BN600刀具的耐磨性要低。
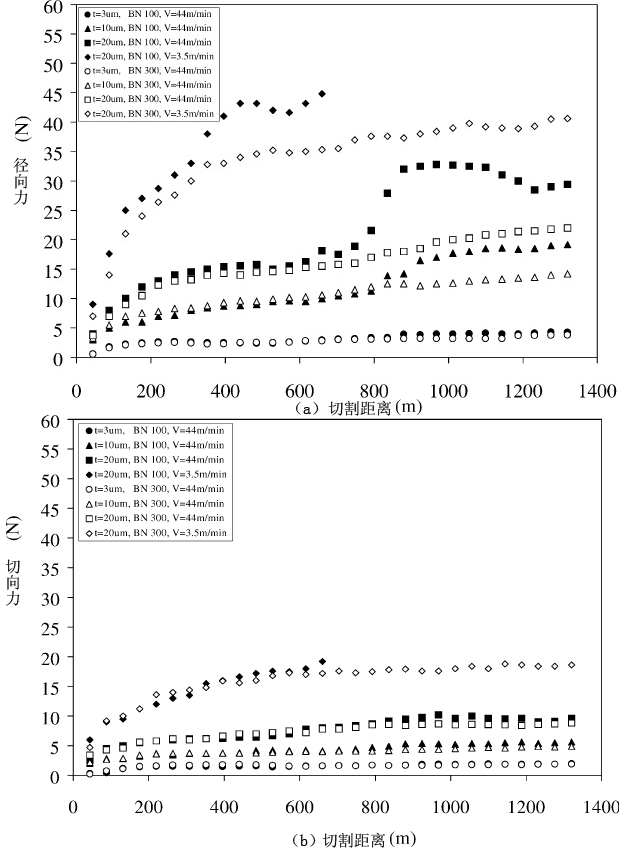
BN100和BN300刀具的平均切削力如圖7(a、b)所示。對于BN100刀具,可以觀察到明顯的徑向力增加,而BN300則沒有該變化。側面磨損隨切削力增大而增大。
3.3刀具形態和工件表面
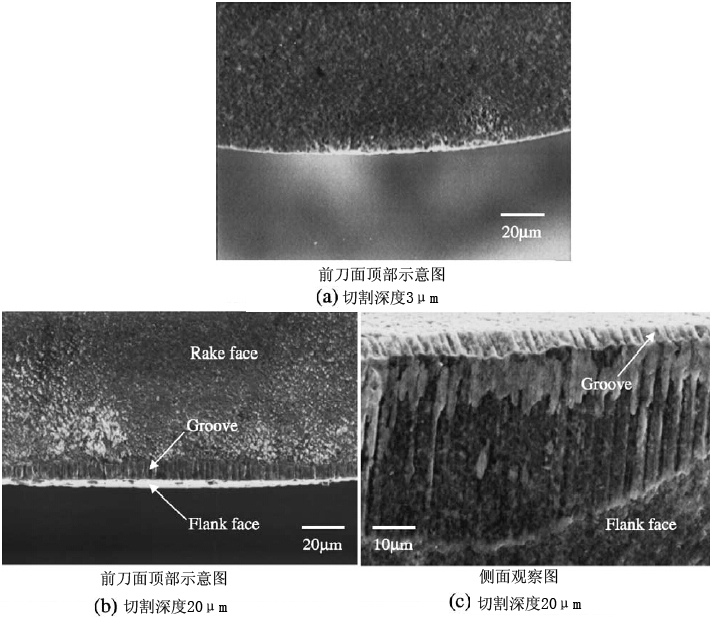
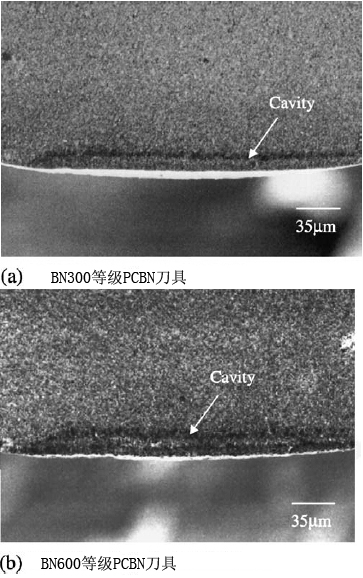
圖8-12為BN100、BN250、BN300和BN600刀具加工AISI420不銹鋼圖。BN100刀具的前刀面磨損區出現坑洞和粗糙的表面損傷(切割距離1320m、切削速度3.5/44m/min);坑洞距刀具切削刃有一定距離。當切割深度從20μm降至3μm或者切削速度有3.5 m/min增至44 m/min時,表面斷裂程度有所降低。然而,當切削速度繼續由44 m/min增至130 m/min時,所有切割深度測試中就不觀察不到表面裂紋。刀具的前刀面磨損主要是溝槽之類的細小損傷,如圖10(a、b)所示。當切削速度由3.5 m/min增至130 m/min時,磨損側面上的表面粗糙度顯著降低,如圖9(b)10(c)所示。
加工表面的形態基本上不隨著切割距離變化,這說明刀具磨損并不影響加工表面的形態。但在低切削速度3.5 m/min和較高切削速度44 m/min,130 m/min下加工出的表面形態有著明顯不同,如圖13(a-c)。3.5m/min條件下加工出的表面有明顯的坑洞和毛刺層。
圖8-12為BN100、BN250、BN300和BN600刀具加工AISI420不銹鋼圖。BN100刀具的前刀面磨損區出現坑洞和粗糙的表面損傷(切割距離1320m、切削速度3.5/44m/min);坑洞距刀具切削刃有一定距離。當切割深度從20μm降至3μm或者切削速度有3.5 m/min增至44 m/min時,表面斷裂程度有所降低。然而,當切削速度繼續由44 m/min增至130 m/min時,所有切割深度測試中就不觀察不到表面裂紋。刀具的前刀面磨損主要是溝槽之類的細小損傷,如圖10(a、b)所示。當切削速度由3.5 m/min增至130 m/min時,磨損側面上的表面粗糙度顯著降低,如圖9(b)10(c)所示。
加工表面的形態基本上不隨著切割距離變化,這說明刀具磨損并不影響加工表面的形態。但在低切削速度3.5 m/min和較高切削速度44 m/min,130 m/min下加工出的表面形態有著明顯不同,如圖13(a-c)。3.5m/min條件下加工出的表面有明顯的坑洞和毛刺層。








 豫公(gong)網(wang)安(an)備41019702003604號
豫公(gong)網(wang)安(an)備41019702003604號